
Vacuum suction cup is often called suction cup, also known as vacuum spadder, when the suction object contact will produce a temporary sealed closed space, after pumping perhaps thin sealed space inside the air, to quickly make the internal and external pressure has a large pressure difference and work a pneumatic component.
The raw materials of vacuum suction cups are generally composed of various rubber, plastics and metals.
According to the classification of thin confined space, it can be divided into pneumatic suction cups and manual suction cups. The use of vacuum suction cups to grasp the product is one of the cheapest methods.
There are various kinds of vacuum cups, and the suction cups made of rubber can be operated at high temperatures, and the suction cups made of silicone rubber are very suitable for grasping products with rough surfaces; Suckers made of polyurethane are commonly used. In addition, in practice production, if the chuck can be oil-resistant, you can consider using polyurethane prepolymers, butyl rubber or vinyl polymer materials to manufacture suction cups.
The vacuum cups we often see are NR, NBR, SI, FKM, PUR, NE, EPDM, SE and other rubber manufacturing. If we classify according to shape, it can be divided into flat chuck oval chuck, corrugated chuck, shaped chuck, which is further divided into second corrugated chuck chuck, three-layer and multi-layer corrugated chuck chuck suction cups.
Under normal circumstances, in order to avoid product surface scratches, the best choice may be silicone rubber nitrile rubber and bellows suction cups.
In the case of EOAT using vacuum suckers (without clamps), it should be noted that the movement speed of the manipulator should not be too high, otherwise a cutting force will occur on the suckers, so that the product can easily fall off in the process of rapid change. In some cases, jigs can be used to ensure the delivery of safe products.
Vacuum suction cup principle detail explanation
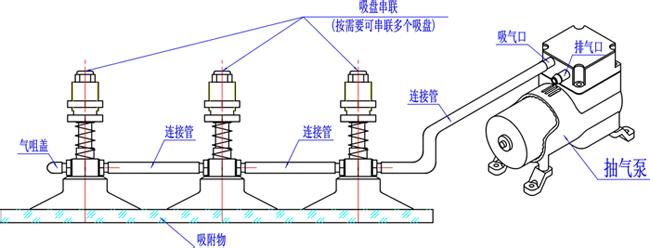
Vacuum suction cup principle detail explanation 1
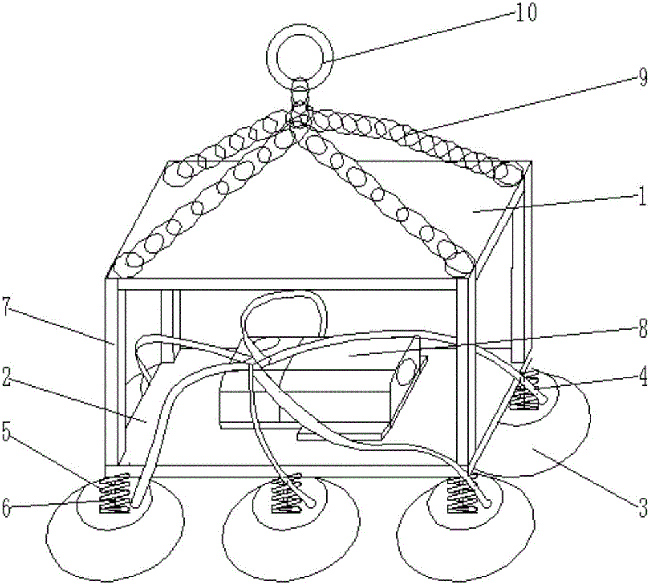
Vacuum suction cup principle detail explanation 2
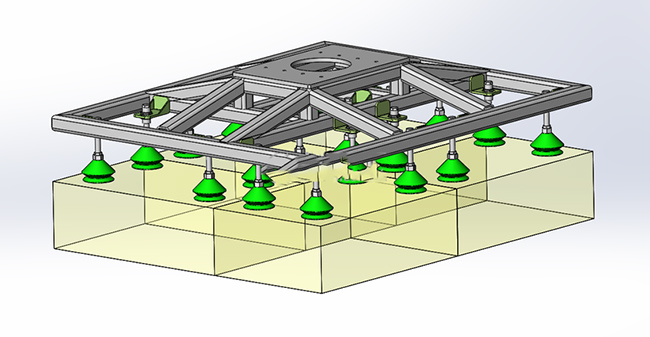
Vacuum suction cup principle detail explanation 3
Considering the adhesion of the product that may be presented in the mold, it is generally possible to install gas clamps to deal with this problem. When the surface area of the product is too small or the product is too heavy to use the vacuum sucker, the same can be used to deal with the problem by using clamps.
If the appearance of the product is very serious, then the part that is clamped can not be the surface.
After acknowledging that the clamp may be holding onto the product, the sensor sends a signal to the manipulator, allowing it to proceed to the next step.
This problem can be improved by adding a special cylinder that can move the EOAT independently of the manipulator in cases where the manipulator has limited movement and requires a manual twist or tilt to release the product or move the product and the EOAT out of the forming area.
The end item for in-mold labeling completes three actions: In a limited space, EOAT first picks up and inserts the label, and then fixes the label in the mold.
This operation can reduce the size of the device compared to static labeling devices.
EOAT’s final action is to remove the branded plastic bottle from the mold. In general, in the forming of auto parts, the product level should be extra careful operation.
In order to avoid the onset of nicks on the surface, it is necessary to definitely stop the use of vacuum suction cups. At this point, you can consider installing a clamp made of acetal on the EOAT, which can effectively avoid scratching the surface of the product.
So, how do you use EOAT for messy fabrication processes? To illustrate this problem, let’s take an example of stacked injection molding with nylon and rubber. In this example, a multi-functional robotic arm end item (EOAT) is used to keep the operator at hand.

